The tie that ends
the replacement
cycle.
ERS composite rail ties deliver 50+ years of structural performance, zero chemical treatment, and 85% less lifecycle carbon than wood. One installation replaces four.
The wooden tie is a 19th-century solution for 21st-century rail
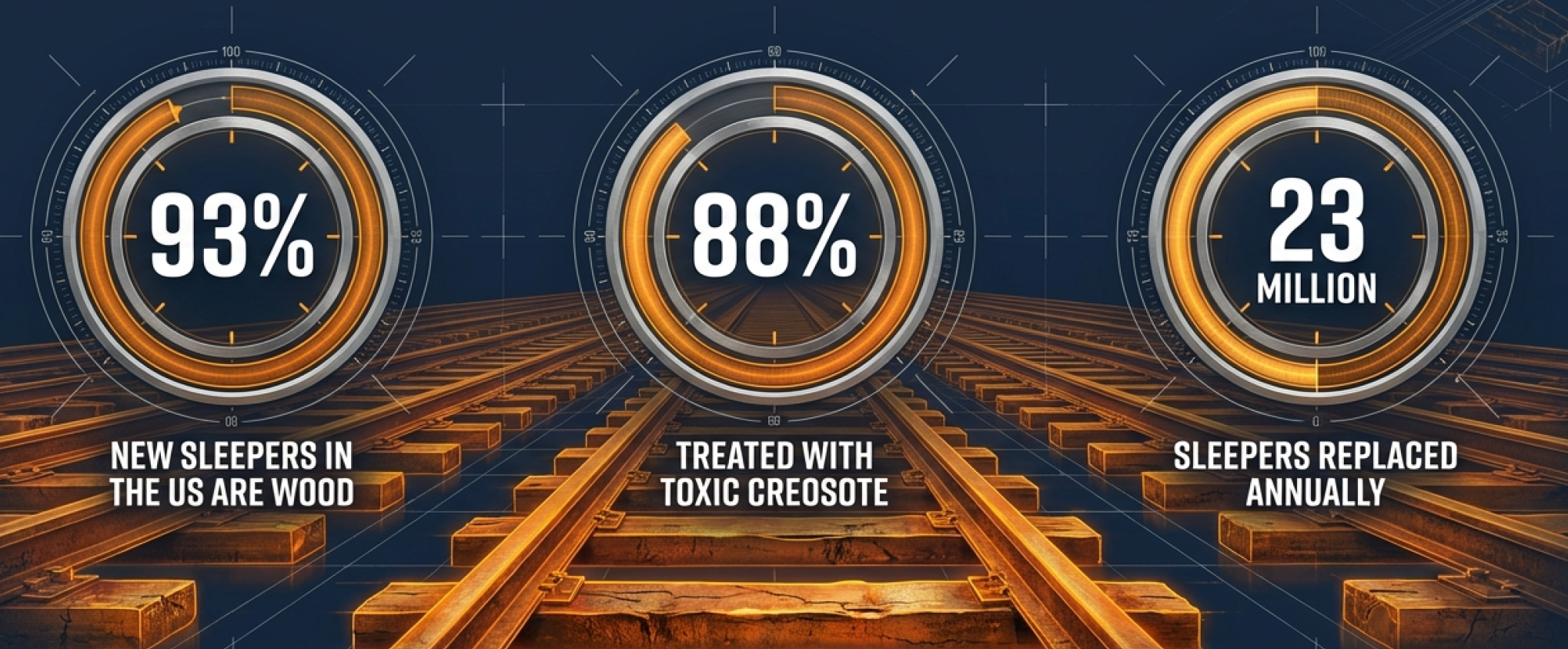
For over 150 years, the railroad industry has relied on chemically treated hardwood to support critical infrastructure. The costs — financial, environmental, and regulatory — are compounding.
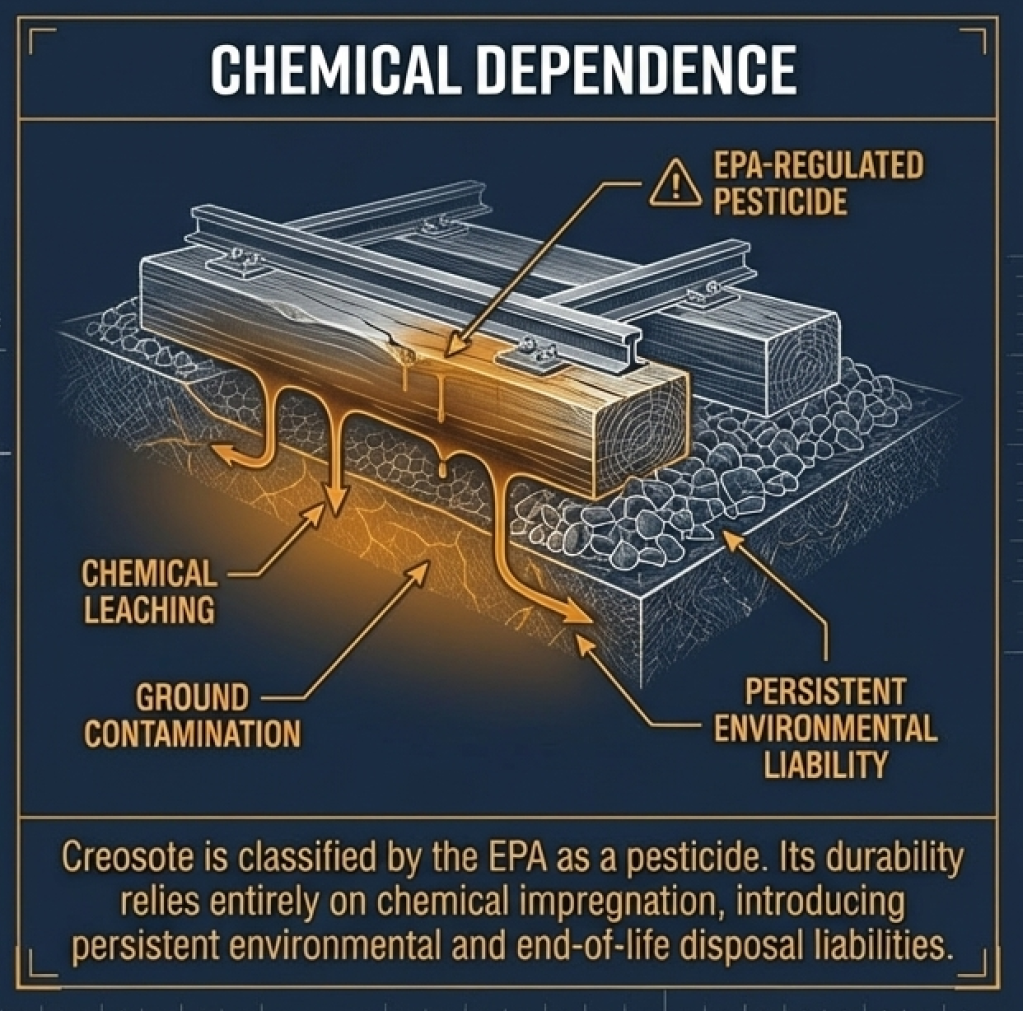
Creosote, the primary wood preservative used in tie treatment, is classified as a probable human carcinogen by the EPA. Treatment facilities face escalating regulatory pressure and remediation costs.
The U.S. rail network consumes approximately 20 million wooden ties each year just to maintain existing track. Production and replacement operate as a perpetual cycle with no end in sight.
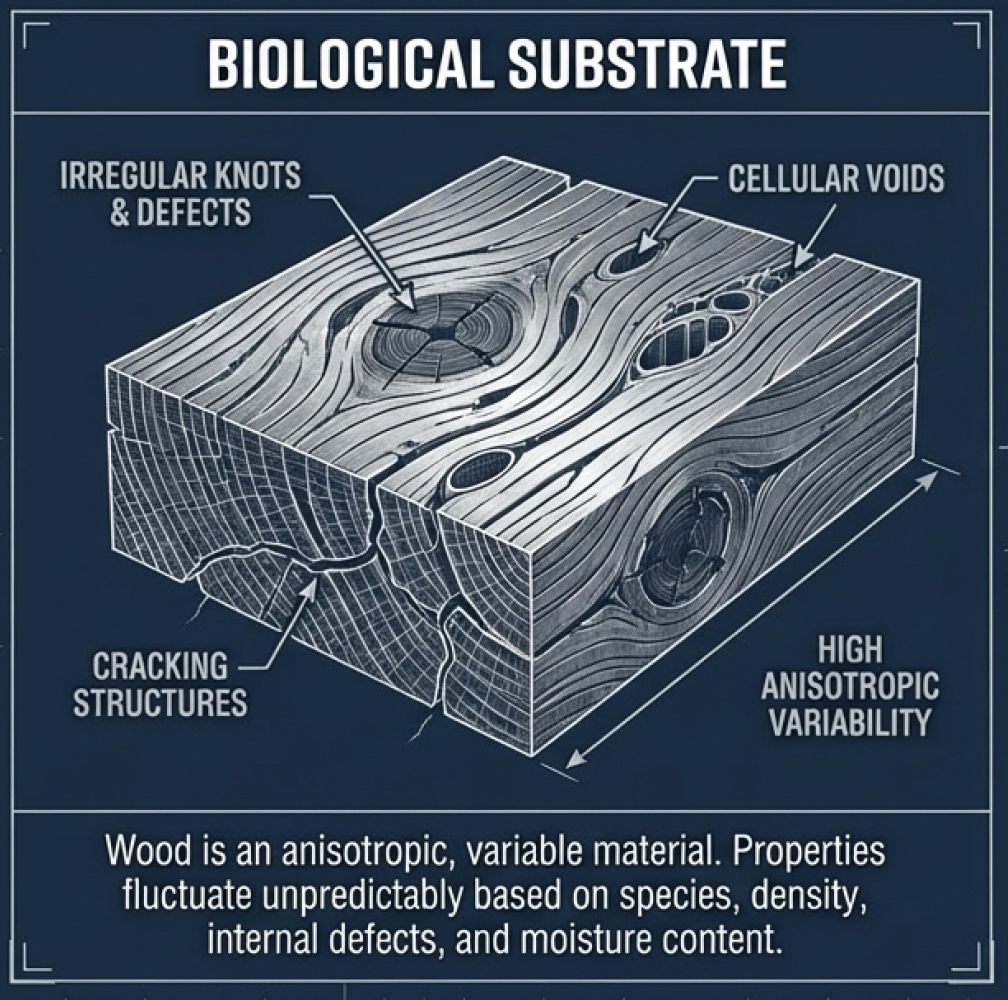
Under modern freight loads of 315k lbs and 40+ MGT annual tonnage, wooden ties degrade rapidly. Rot, splitting, and plate-cutting force replacement within a single decade.
Each replacement cycle requires harvesting mature oak and hardwood trees. The U.S. rail network is the single largest consumer of hardwood timber in the country.
Tie failure is a leading cause of wide gauge and track geometry defects. The FRA attributes over a third of freight incidents to infrastructure conditions that composite ties directly address.
Composite rail ties engineered beyond nature's limits
By combining recycled polymer science with fiberglass structural reinforcement, ERS manufactures rail ties that outperform wood in every metric that defines Class I track quality and safety.
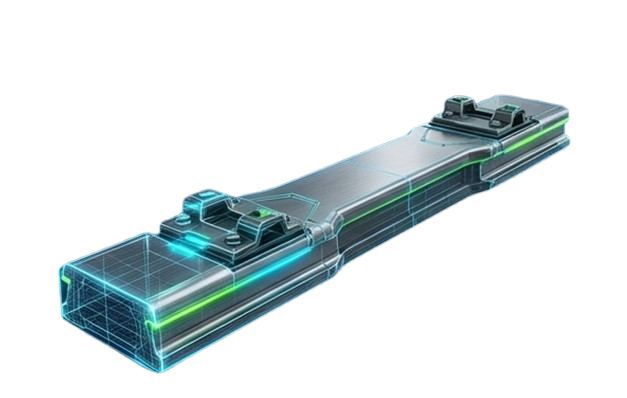
ERS Composite Rail Tie — Standard 8'6" mainline section
50+ Year Lifespan
Engineered polymer composites resist rot, insect damage, and weathering. No chemical degradation means structural integrity for half a century or more.
Zero Chemical Treatment
No creosote, no arsenic, no EPA-regulated preservatives. Composite ties are inert and safe for workers, communities, and watersheds.
100% Recyclable
At end of service life, composite ties are reprocessed into new ties or other industrial products. Zero landfill, zero waste stream.
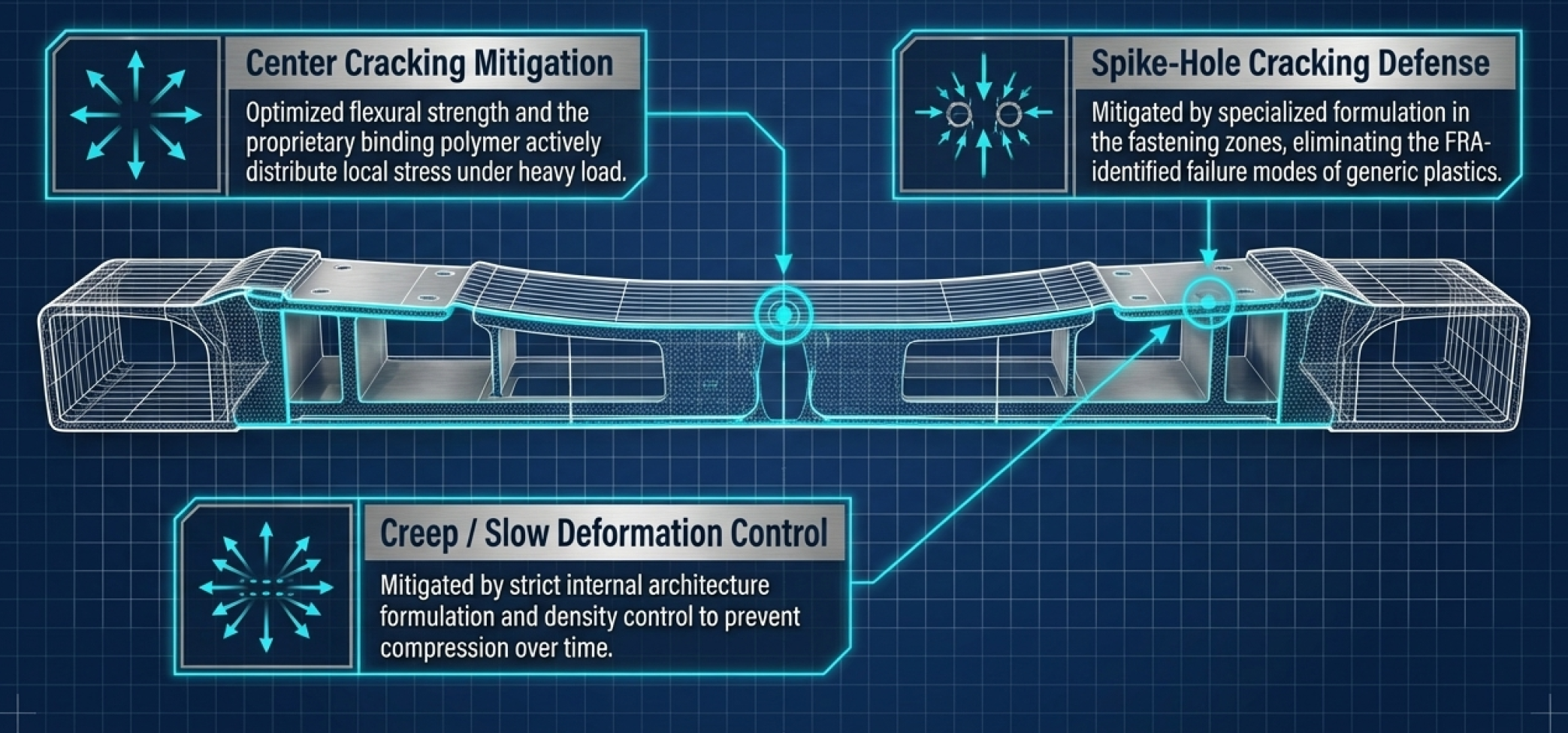
Engineered for Load
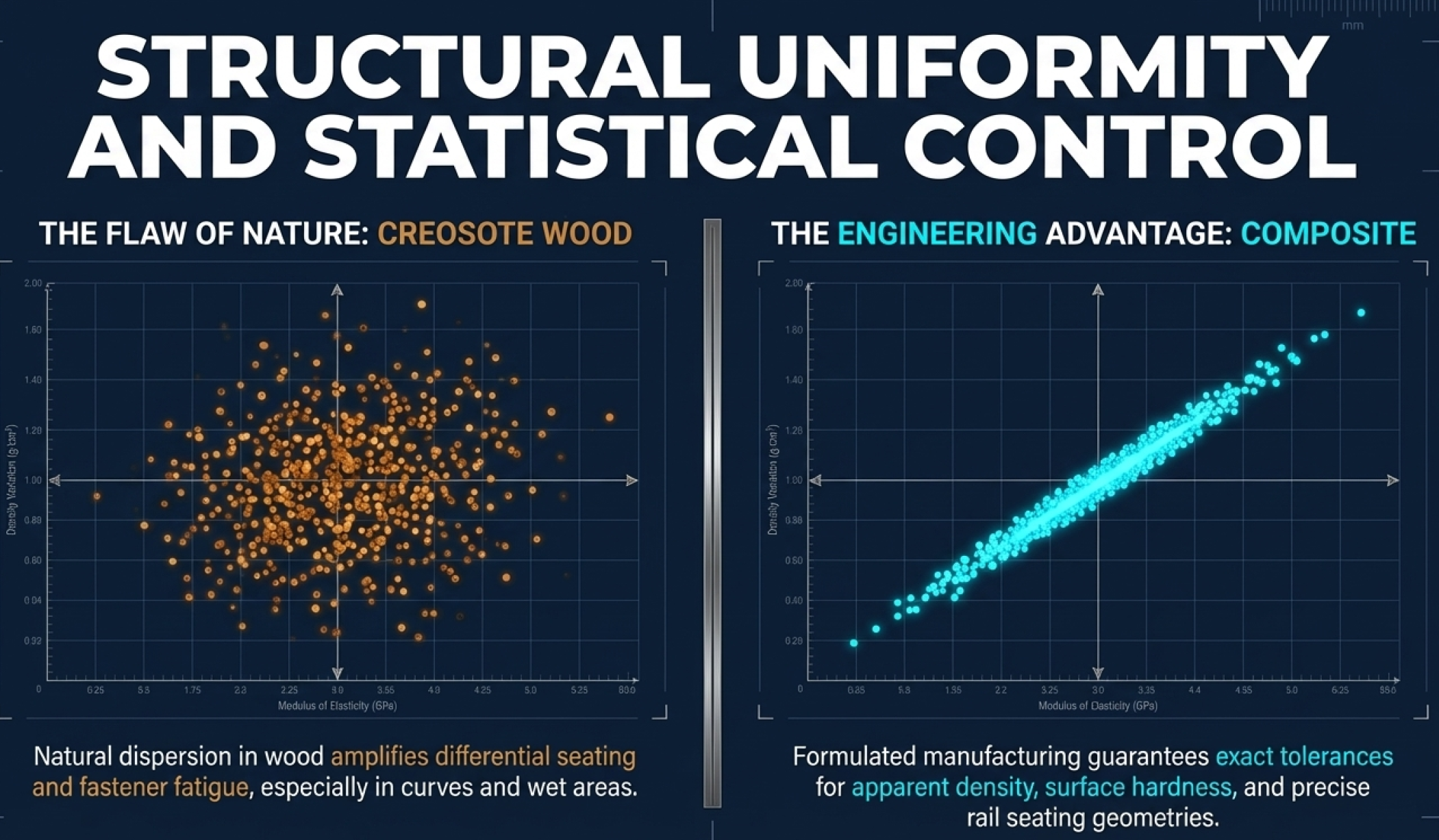
Fiberglass reinforcement delivers consistent flexural and compressive strength. No weak zones, no grain direction, no knots. Every tie performs identically.
Drop-In Compatible
Same dimensions, same fastener patterns, same installation equipment. Replace wood ties with composite without any track geometry modifications.
Extreme Climate Ready
Performance validated from −40°F to 160°F. No freeze-thaw degradation, no moisture absorption, no swelling. Proven in desert heat and arctic cold.
From waste stream to rail-ready infrastructure
Six precision-controlled stages transform recycled polymers into AREMA-compliant composite ties. Every step is monitored, measured, and validated.
Material Sourcing
Post-consumer HDPE and industrial polymer waste streams are collected, sorted, and prepared. Each tie diverts approximately 500 pounds of plastic from landfills.
Compounding
Polymers are blended with chopped fiberglass strands, mineral fillers for UV stabilization, and performance additives in precise ratios defined by our material science team.
Extrusion
The composite compound is heated to 380F and continuously extruded through a precision die forming the tie profile. Vacuum calibration ensures dimensional accuracy within 0.02 inches.
Rail Seat Forming
Automated CNC machining creates precise rail seat indentations and fastener holes. Each seat is formed to AREMA-standard dimensions with positional tolerance of 0.06 inches.
Quality Testing
Every production batch undergoes flexural strength, compressive load, fastener retention, and dimensional testing. Statistical process control ensures zero-defect delivery.
Distribution
Finished ties are bundled and shipped directly to rail networks. Our domestic manufacturing facility delivers nationwide with 2-week lead times on standard orders.
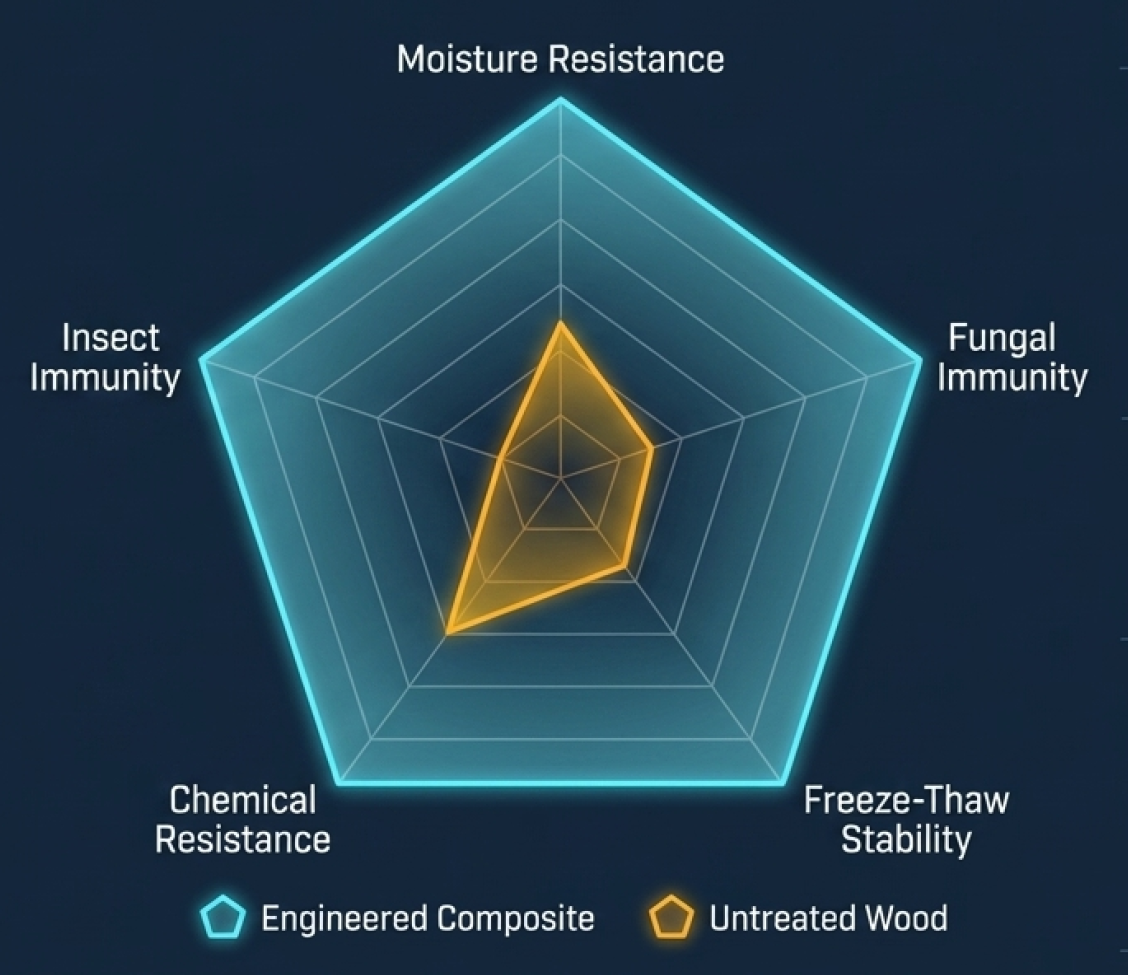
Every spec exceeds wood
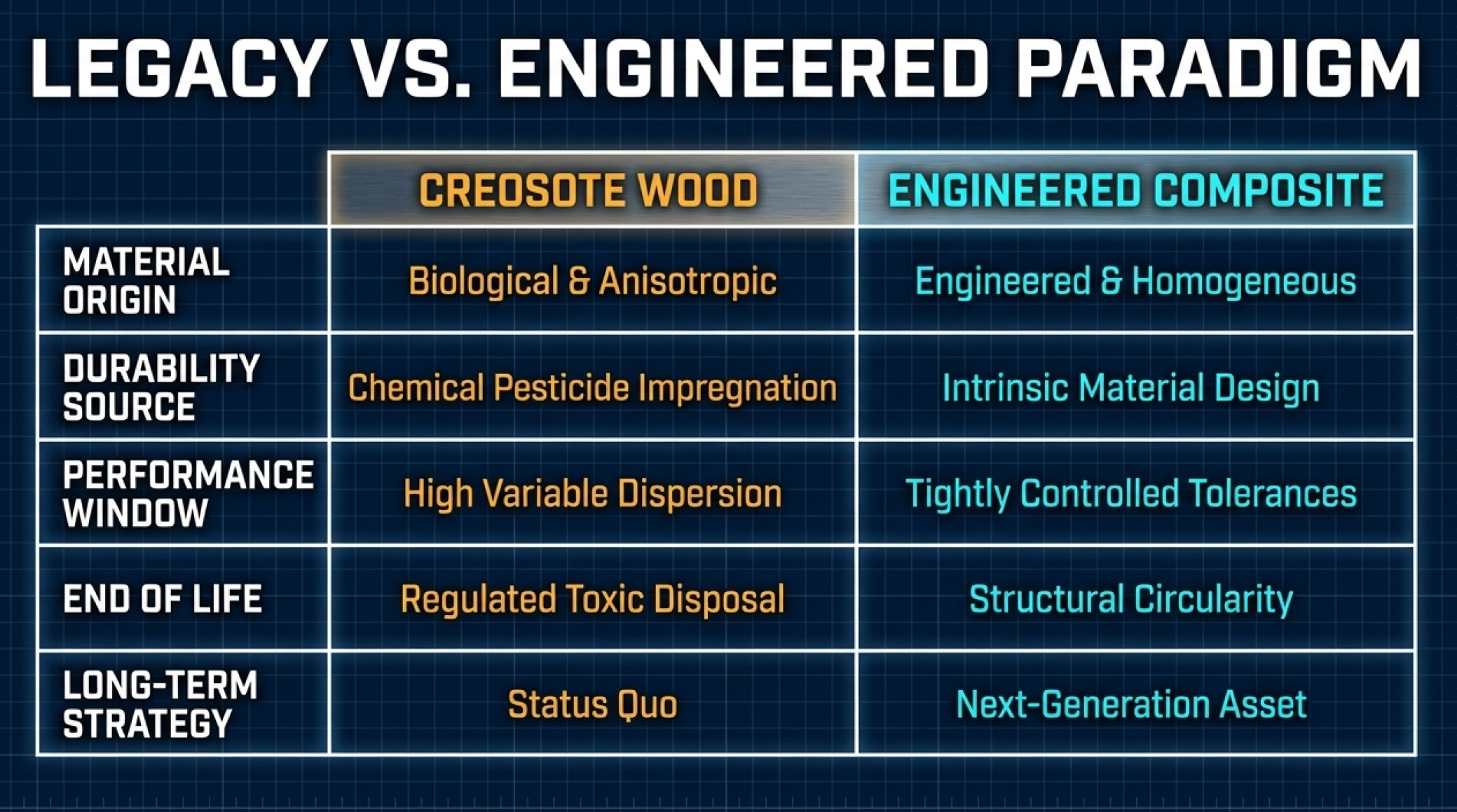
Composite ties are not just an alternative to wood. They are a structural upgrade, delivering higher performance across every metric that defines track quality and safety.
Every tie is a net environmental gain
Composite rail ties do not simply reduce environmental harm. They actively reverse it by diverting waste, eliminating chemical leaching, and breaking the cycle of harvest-and-replace.
Plastic waste diverted per tie
Each composite tie consumes approximately 500 pounds of post-consumer HDPE and industrial polymer waste that would otherwise enter landfills or waterways.
CO2 vs. wooden tie lifecycle
From harvest through replacement, wooden ties generate 6.7x more carbon emissions. Composite manufacturing eliminates deforestation, chemical treatment, and repeated replacement cycles.
Creosote leaching into soil
Wooden ties release an estimated 12-18 lbs of creosote per tie over their service life. Composite ties release zero. No soil contamination, no watershed impact, no EPA remediation.
Recyclable at end of life
When a composite tie reaches end of service, it is reprocessed into new ties or industrial products. No disposal cost, no landfill allocation, no environmental liability.
Higher upfront. Dramatically lower over time.
Composite ties cost more at installation. But across a 50-year lifecycle, the math is unambiguous: one composite installation replaces four to five wooden tie cycles.
Every rail environment, every demand level
Composite ties are not a niche product. They are a universal upgrade for any rail application where wooden ties currently underperform or create compliance exposure.

Class I Freight Rail
Mainline heavy-haul operations carrying 315k lb railcars at 40+ MGT annual tonnage. The highest-demand application for composite tie performance.
Passenger & Metro Transit
Urban and regional passenger rail where track geometry stability, vibration damping, and noise reduction are critical for rider experience.
Industrial Sidings
Chemical plants, refineries, and manufacturing facilities where creosote leaching from wooden ties creates environmental compliance issues.
Mining Rail
Surface and underground mining operations with extreme load concentrations, abrasive environments, and moisture exposure.
Port & Dock Rail
Marine-adjacent track where saltwater exposure, tidal flooding, and chemical cargo spills rapidly degrade wooden ties.
Switch & Crossing Ties
Specialized longer ties for turnouts and crossings where dimensional stability and fastener retention are critical for safe operations.
Bridge Approaches
Transition zones between embankment and bridge structures where differential settlement causes accelerated tie failure in wood.
Tunnel Track
Enclosed environments where creosote fumes from wooden ties create worker safety concerns and regulatory complications.
Validated by standards, proven in the field
Composite rail ties are not an experimental product. They carry full AREMA certification, independent lab validation, and a decade of revenue service data.
From pilot to procurement standard
Adoption is structured, measured, and risk-mitigated. Every phase generates data that validates the next. No guesswork, no leap of faith.
Pilot Installation
Deploy 500 composite ties in a controlled section of active track. Select a high-traffic corridor to generate meaningful performance data under real operating conditions.
Performance Monitoring
12-month structured monitoring program. Track geometry, fastener retention, surface condition, and ballast interaction measured quarterly against control section.
Limited Deployment
Based on pilot results, expand to 5,000 ties across multiple corridors. Vary operating conditions: climate zone, tonnage class, and track configuration.
Full Network Integration
Transition from pilot to procurement standard. Composite ties enter regular MOW budget as approved replacement option alongside or in place of wooden ties.
Rail veterans and material scientists
Eco Rail Solutions was founded in 2019 by a team that understood both sides of the problem: the structural demands of Class I rail operations and the material science needed to engineer a better tie.
Dr. Margaret Thornton
Ph.D. Polymer Science, Georgia Tech. 18 years in advanced composites R&D. Former principal engineer at Hexcel Corporation.
James Kowalski
22 years at BNSF Railway. Former Superintendent of Track Maintenance, Southwest Division. AREMA Committee 30 contributor.
Dr. Anika Patel
Ph.D. Materials Engineering, MIT. Published 14 papers on fiber-reinforced polymer performance in infrastructure applications.
Robert Chen
15 years in polymer extrusion and compounding. Built and scaled three industrial manufacturing facilities from greenfield to full production.
Sarah Whitfield
Former Director of Strategic Sourcing at Union Pacific. Deep relationships across Class I procurement organizations.
Marcus Rivera
ISO 9001 lead auditor. 12 years in rail component quality assurance. Former QA manager at Vossloh North America.
Start with a conversation
Whether you are evaluating composite ties for the first time or ready to specify for an upcoming project, our engineering team can provide the data, samples, and technical support you need.